







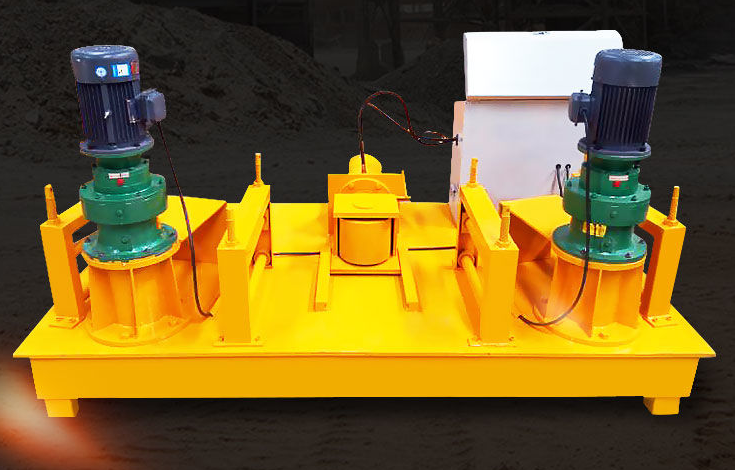
冷彎機的主要結構分為6部分,冷彎系統,液壓系統,電氣控制系統,底座,電壓系統,機械傳動系統。冷彎系統可以使鋼材的密度變松,所以用冷彎技術把鋼材制成它滿意的形狀,然后恢復溫度,這樣主要是不會使鋼材脆弱,而且可以合出很多的材料。冷彎機主要應用于隧道,地鐵,水電站,地下洞室等工字鋼,槽鋼彎曲。
【WGJ250數控工字鋼冷彎機】工作原理
(1)工作時,將所需冷彎加工的型鋼由輔助系統的門式托架推放在兩主動滾輪之間,啟動液壓系統使液壓缸推動燕尾槽和冷彎滾輪冷壓型鋼,待達到設計所需弧度時關閉液壓系統,啟動機械傳動系統,使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續冷彎作業。
(2)冷彎結束時,關閉機械傳動系統,同時啟動液壓系統,使液壓缸收回。將冷彎型鋼放置在輔助系統的門式托架上即可。這種冷彎作業,保證了材質的強度,提高了支護鋼拱架的質量,極大地提高了工效,操作簡單、明了。冷彎機與壓床相比,具有良好的工作性能。

【WGJ250數控工字鋼冷彎機】挑選5項必看因素及2項須知
(1)三個頂滾的直徑:細了,因接觸面小,容易打滑;彎非標鋼材的時候容易變形。
(2)油缸的直徑和行程:直徑和行程決定了壓力的大小和彎曲半徑的可調性。
(3)臺體鋼板厚度和骨架的質量:決定著彎大型鋼材時是否變形。
(4)電機的功率和減速機的質量。
(5)廠家的生產規模和服務。
須知事項1:所彎的鋼材的類型、型號、材質;
須知事項2:所彎曲的半徑:要弄清楚所彎曲的半徑是否符合鋼材的冷彎系數。每種鋼材都有自己的冷彎系數,如果超出了它的冷彎系數,鋼材就會變形,鋼材內部組織結構也會改變,隨之鋼材的質量也降低了。

【WGJ250數控工字鋼冷彎機】維護與保養
1、新機運行50小時后,檢查并禁錮各螺栓,有無松動;
2、新機運行100小時后(大約15天)更換液壓油;
3、新機運行200小時后更換減速機油;
4、每年更換一次液壓油,減速機油;
5、每班給壓力軸加注黃油
工字鋼冷彎機的安全操作規程:
1、嚴格遵守機床工安全操作規程,按規定穿戴好勞動防護用品。
2、開機前應將上、下模具清理、擦拭干凈。
3、檢查托料架、擋料架及滑塊上有無異物,如有異物,應清理干凈。
4、按所折板料厚度、選擇適當模口,模口尺寸一般等于或大于8倍板料厚度。
5、由板料折彎力數或折彎力計算公式得出工件的折彎力,工件折彎力不得大于1000KN。
6、折彎狹板料時,應將系統工作壓力適當降低,以免損壞模具。
7、調節滑塊行程時,應保證調量小于100,以免損壞機器。
8、折彎前,應將上下模具間的間隙調整均勻一致。
9、折彎時,不可將手放在模具間,狹長小料不可用手扶。一次只許折彎一塊料,不許多塊分節同時折彎。檢查油箱油位,啟動油泵檢查液壓管道、油泵有無異常。
10、折彎板料應放在模具中間,機器不宜單邊載荷,以免影響工件和機器精度,如某些工件確需單邊工作時,其載荷不得大于250KN,而且必須二邊同時折彎。
11、檢查油箱油位,啟動油泵檢查液壓管道、油泵有無異常。
12、發生異常立即停機,檢查原因并及時排除。
13、作業完畢,應關閉油泵,退出控制系統程序,切斷電源。