






(1)新鋼材表面處理
噴涂冷鍍鋅前,應選擇機械除銹(噴砂、拋丸等),使鋼材表面清潔度達到ISO 85O1—1 Sa 2.5級,相當于GB 8923 Sa 2.5級。它的文字定義為:“鋼材經過機械除銹后,表面無油、無銹,無氧化皮及其他的污物,或僅留輕微的痕跡;95%鋼材表面受到鋼丸(砂)沖擊,露出金屬的光澤。”
對于表面處理質量的另一個指標— — 粗糙度,不同冷鍍鋅材料對粗糙度的要求不同。在鋅加(Zinga)的施工說明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75微米。在“強力鋅”及“羅巴魯”施工說明書中,對粗糙度的要求略低,Rz=40~60微米。
如果冷鍍鋅單獨成膜,作為防腐涂層時,表面粗糙度可控制得略小一點,以保證冷鍍鋅的涂層厚度;而當冷鍍鋅作為重防腐涂料的底層,總配套涂層厚度大于180微米時,為保證整個涂層的附著力,鋼材表面粗糙度Rz應大于60微米。
(2)舊鋼材的表面處理
亦是采用噴砂的辦法去除舊漆膜、銹斑后,鋼材表面尚有一定的粗糙度。若條件限制,也可采用手工打磨及風(電)動工具打磨除銹的辦法,除銹等級標準達到ISO 8501—1 St 3級,即非常徹底的手工和動力工具除銹。它的文字定義為:“表面應無可見的油脂和污垢,并且幾乎沒有附著不牢的氧化皮、鐵銹、舊涂層和異雜物。表面應具有金屬底材的光澤”。不同品牌的冷鍍鋅材料對表面處理的等級要求各有不同。如比利時Zinga在涂裝前,允許鋼材表面有5%左右輕微銹蝕面積;ROVAL在對鋼材表面打磨到st 3級時,經中國船舶工藝研究所測試,60~80微米(干膜厚)的ROVAL涂層,對鋼材的附著力極好,拉開法可達到6.1MPa。
(3)電焊縫的表面處理
電焊縫部位是鋼構件易銹蝕的部位。實踐證明:在有電弧噴鋅(鋁)和熱浸鋅鍍層的鋼構件焊接安裝后,用冷鍍鋅對焊縫進行修補,是經濟而有效的辦法。但修補前,焊縫表面必須認真去除“飛濺”、“焊渣”及“焊煙”,去除油脂、焊縫探傷劑及其他污物,打磨處理至ISO 8501—1的St 2級。表面處理完畢后,立即涂裝第1道冷鍍鋅。
涂裝施工
優質的冷鍍鋅,鋼材又經過符合規格的表面處理,還必須依靠良好的涂裝施工,才能充分發揮冷鍍鋅的優越性,給予鋼材有效的保護。除了各種規格、各種類型的冷鍍鋅氣霧罐外,冷鍍鋅常用的施工方法是:刷涂、空氣噴涂和高壓無氣噴涂3種。輥涂速度快,但因滲透性不佳,在涂膜中往往會截留空氣,所以不適于底漆“冷鍍鋅”的涂裝。
涂裝環境條件:溫度范圍:-5-50~C;相對濕度:小于85%;自身覆涂3 h(判斷標準:吹棉球法或指觸法);覆涂其他涂料24 h以上。
環保性能
編輯
同重防腐涂料一樣,冷鍍鋅的生產和涂裝工程也涉及到環境保護以及施工人員及公眾的職業衛生和安全,因此環境保護也是冷鍍鋅主要的發展方向。冷鍍鋅材料具有優異的環保性能,主要體現在以下4個方面:
(1)成分內不含Ph、cr、Hg等重金屬;
(2)歸屬于厚膜型材料,觸變性能好,經充分攪拌后,少加或不加稀釋劑,即可涂裝施工。由于冷鍍鋅固體分含量高達77%,一次無氣噴涂可獲得較高的膜厚,減少了有機溶劑的揮發量,降低干燥能耗,這些均有利于環境保護。
(3)經過測試證明:絕大多數冷鍍鋅的溶劑和稀釋劑內不含甲苯、酮類、鹵代烴等毒性大的有機溶劑。
(4)冷鍍鋅是替代熱浸鍍鋅、電弧(熱)噴鋅的好材料,對減少三廢、降低能耗,提高環境保護的社會效益
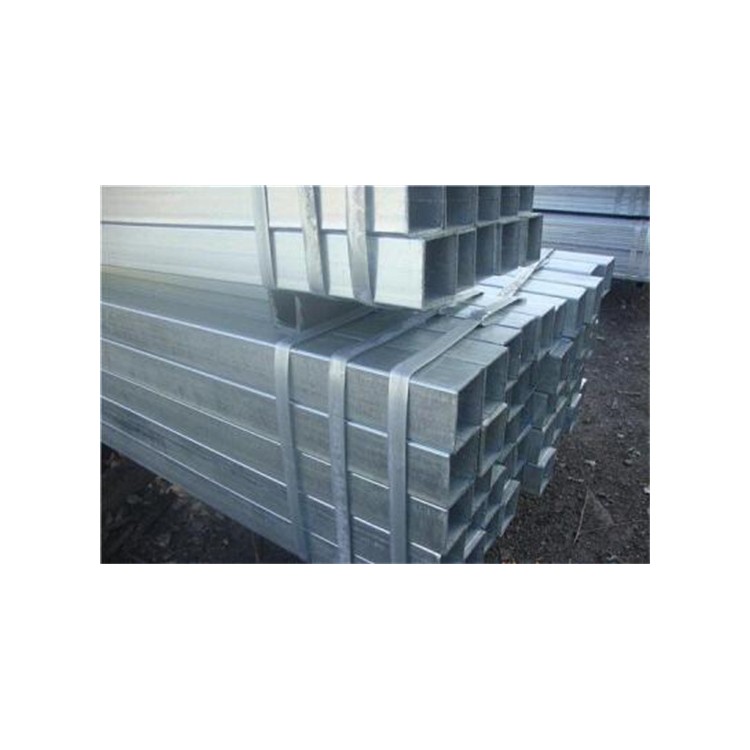
高速護欄






