1. 平整度:平板四角著地,
2. 焊接裂紋:間隔均勻,裂紋細小,拓展不寬;
3. 堆焊層尺寸:高低平整,沒有明顯凹凸不平
4. 焊接缺陷:在合理范圍之內;
5. 表面噴漆:漆層薄厚均勻,打膩子等;
6. 四周割邊:直線性,沒有毛邊;大型等離子切割機成型好,
其次要看耐磨鋼板的內在質量:
1. 耐磨層厚度:打磨后測量,堆焊層明顯,取多點測量求平均值的;
2. 鋼板總厚度:控制在允許范圍之內,±0.5㎜
3. 硬度:在要求范圍之內,HRC55-62
4. 成分:如果可能去進行測量,檢測合金成分;



網站公告 新聞中心
聯系方式
站內搜索 友情鏈接 |
產品參數
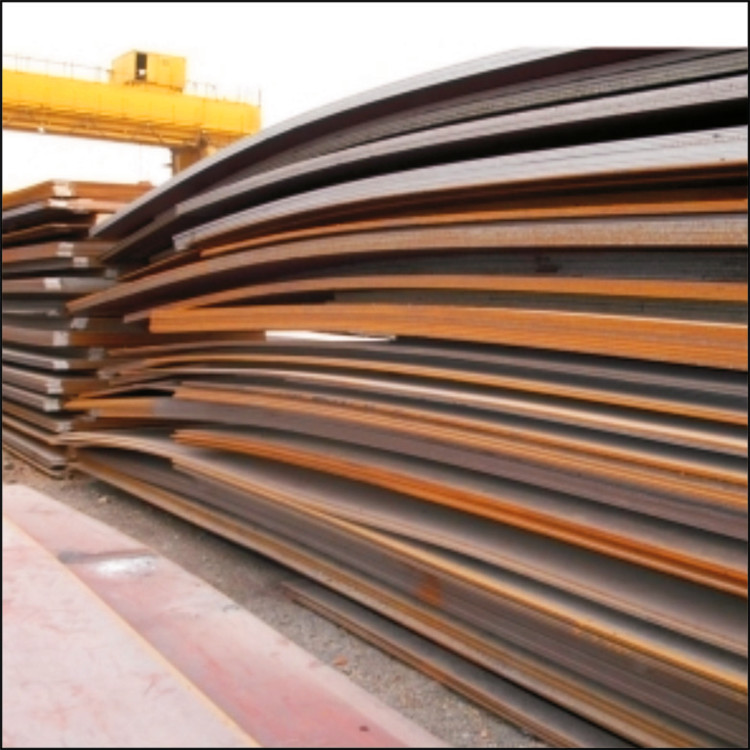
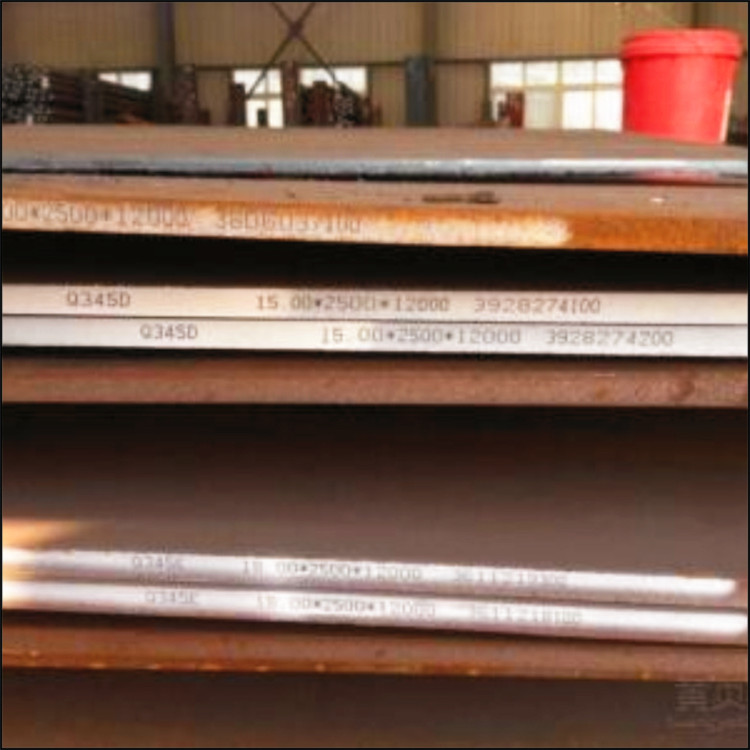
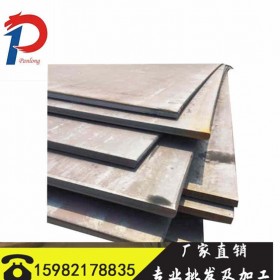
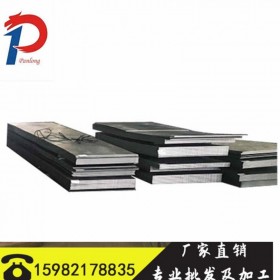
詳細信息 首先耐磨鋼板的外觀質量
1. 平整度:平板四角著地, 2. 焊接裂紋:間隔均勻,裂紋細小,拓展不寬; 3. 堆焊層尺寸:高低平整,沒有明顯凹凸不平 4. 焊接缺陷:在合理范圍之內; 5. 表面噴漆:漆層薄厚均勻,打膩子等; 6. 四周割邊:直線性,沒有毛邊;大型等離子切割機成型好, 其次要看耐磨鋼板的內在質量: 1. 耐磨層厚度:打磨后測量,堆焊層明顯,取多點測量求平均值的; 2. 鋼板總厚度:控制在允許范圍之內,±0.5㎜ 3. 硬度:在要求范圍之內,HRC55-62 4. 成分:如果可能去進行測量,檢測合金成分; 聯系方式
|