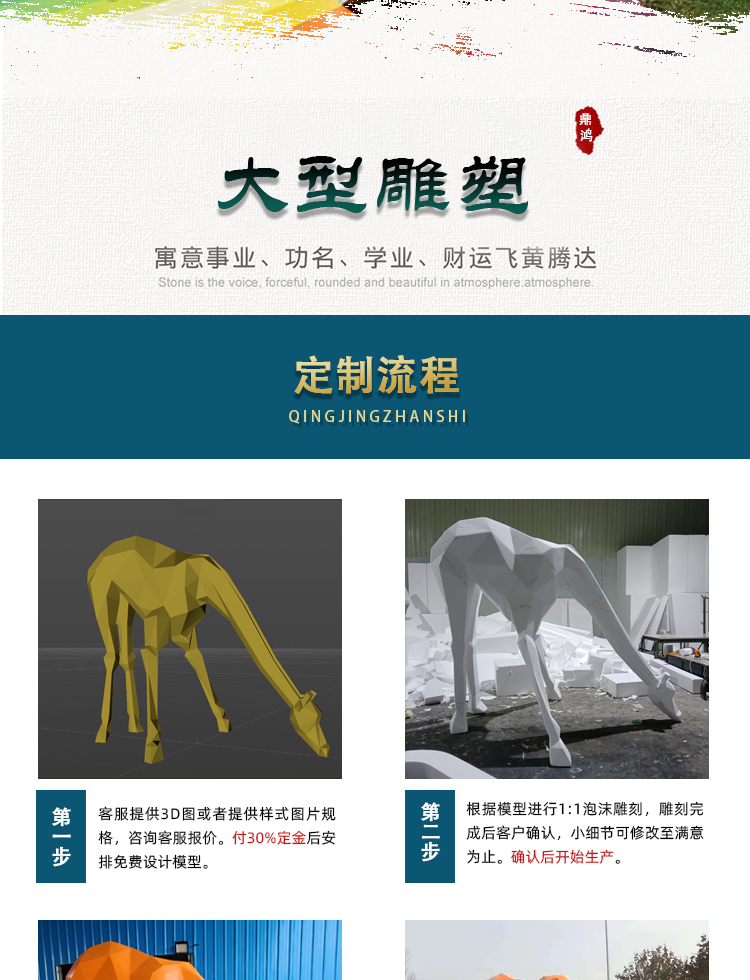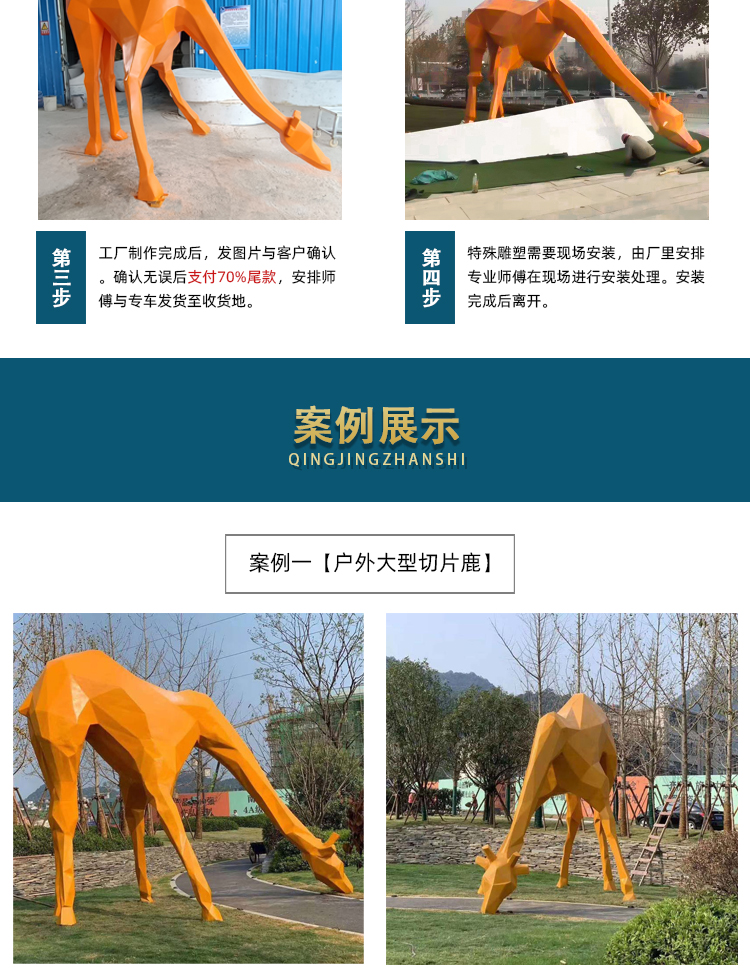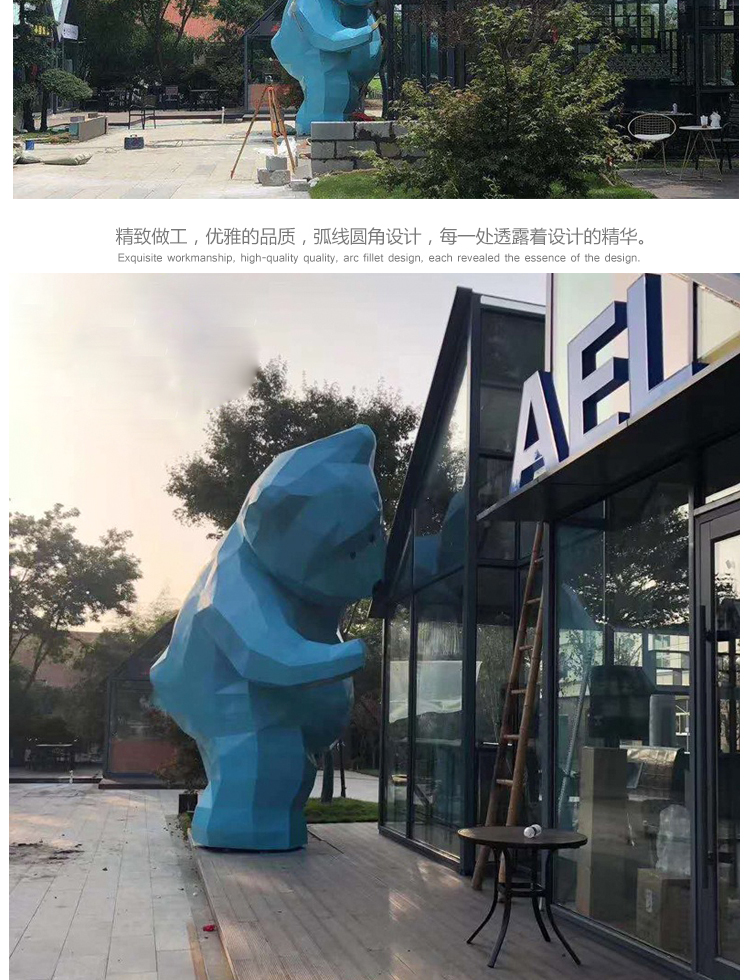






制作流程
一、內骨架的制作
1、根據雕塑模型按比例核算到所需高度,雕塑內骨架的規格采用12#、10#、6.3#槽鋼和76㎜*3㎜、50㎜*3㎜、32㎜*2.75㎜的管材、5*5角鋼從底往上,由粗變細、由密而疏焊成方籠。
2、焊接前,除檢查切口平整度外,對管壁厚度大于或等于4㎜的管子,應對管端加工V型坡口,管子坡口應按規定留有坡口間隙。所有承重骨架采用雙面滿焊,整體骨架完成后用防銹漆滿涂三遍。
1、 主支架設計
(1) 主支架承受的主要載荷。
1) 主支架、副支架、銅像壁板及其他附件的重量。
2) 穩態風載。在選定風速下,一般考慮正面、側面、背面、等四個方面作用在雕像身上的各方向風力。為提高結構的安全性,對統計出的實際重量、風速還得加一個放大系樓再用于主、副支架的設計。放大系數的大小每座雕塑都不盡相同,因各地的風速、溫差、雕像自身結構物點等有所不同,前兩者要從當地多年來的統計數據選定:后者則要從雕像身高度與底面直徑之比值來考慮:風載大小可根據選定風速進行計算,再用模型風洞試驗測點數據驗證后確定。
(2) 主支架的外形及尺寸
主支架的外廓形狀和尺寸的設計,用1:5中樣模型來測取,從底平面開始,取垂直Z軸的橫截面與雕塑外廓交線的一線點,量取其平面坐標值。取點數的多少,應以能準確繪制出此截面上一整圈外廓形狀的曲線為準。測得各點的坐標值乘5以后就得到了1:1足尺像的平面坐標值。各橫截面之間在Z軸上的間距為0.5(1:1值),逐層向上測量,就得到了整座雕塑外形的空間坐標。再使主支架外形與雕塑外形相似,留出兩者間0.5~1.0m的間隙,這樣就確定了主支架的外形和尺寸后。
(3) 主支架的形式
型鋼焊接主架:利用槽鋼、角鋼等型材,焊接連成主支架。它有很好的剛度、強度,制作、安裝比較主便。大多數都對幾何形狀作準確測量的難度大,在安裝過程中,往往會出現主支架與銅壁板間有碰撞現象。而雕塑的銅壁板的外形不允許變動,只能修改主支架。
(4) 副支架高計
雕塑的外形往往是不規則的,主支架的外廓形狀不能做得和雕像內腔形狀完全一致,銅壁板不能直接掛在主支架上。而銅壁板上的載荷又必須傳遞到主支架上,并讓它承受。鋼與銅合金的膨脹系數不同,當環境溫度發生變化時,兩者的膨脹率會不一樣。如果是剛性邊接,彼此間會產生巨大的拉、壓應力,足以破壞銅壁板。高大的露天鑄銅雕塑在同一時間內,,陽光直射部和背陰部表面,兩者溫差經實測可達10攝氏度以上,銅壁板人加此產生很大的溫差應力,尤其是銅壁板間的焊縫區,對溫差甚為敏感。此外,實際存在的安裝應力也要求兩者間能有一定的自由補償余量,以消除或減小這些應力,保障結構安全使用。以上這些要求須通過合理設計副支架來解決。
在副支架結構設計時,常取單塊銅壁板作分離體,壁板上鑄有支耳,使其與副支架的一端相連,桿的另一端則連接到主支架上。
為了達到副支架能將銅壁板上的載荷傳遞到主支架上,對銅壁板上支耳的數目、位置、副支架與主支架連接所形成的空間夾角等應以它們能組成一個超靜定結構為準。該結構的超靜定程度越高,銅壁板上的載荷就越能可靠地傳遞到主支架,而不會傳遞到下一層銅壁板下去。否則,雕塑下部幾層銅壁板因支承上面各層銅壁板的載荷疊加,所產生的應力會超出許用范圍,而造成壁板的塑性變形或損壞。此外,副支架結構本身還應有一定的韌性,具有適當的自由伸縮余量,以及保護銅壁板安全運行。
二、不銹鋼制作工藝
1、是裁料。一般所用工具是電剪刀,它可裁2mm以下的薄板,但裁出后平整程度不好。還有裁板機,厚板、薄板均可裁出,但只能裁直線,遇到弧線就無能為力了。要讓不銹鋼板料裁下既平整又多種形狀的話,就要用等離子切割機了。等離子切割機能利用高等離子去切割用普通氧氣切割法難以切割的金屬。由于將電流和氣體通入用水冷卻的特種噴嘴內,造成強烈的壓縮電弧而形成溫度極高(一萬度以上)等離子流,所以切割出來的不銹鋼板料即整齊又不變形。注意,下料時手一定要穩,否則就會把料割壞。材料切割完畢后,就要根據作品所要求的形體進行刨制。不要讓板面留有硬傷,以免在作品拋光后留下缺憾。
2、 是制作碳鋼板雕塑、不銹鋼板雕塑的一種方法。碳鋼板、不銹鋼板不拿到模具上實打實地去敲,而是根據石膏模型每個部分不同的形狀把料下出,依照其起伏變化,進行有意識地敲打,該彎的地方敲彎,該棱的地方敲棱,可在任何有形的結實的物體上進行敲打,然后把敲好的不銹鋼板拿到模具上去比較,認為形體正確并完全可以與模型合上,再把這些零散的碳鋼板、不銹鋼板從上至下一塊塊焊接起來,每接上一塊都要對著模具進行調整,每塊不銹鋼板表面的肌理效果都要保持相同,這須在做形的同時鍛制上去。也可以先把點鍛好再下料。鍛點時要用鐵錘的圓頭均勻地有規律地一排排鍛上,寬窄距離、用力大小都要一致,不要知亂敲,否則會破壞雕塑的整體感。
3、 形體鍛造正確后,就要依照作品要求把它們焊接到一起(有電焊和氬弧焊)。電焊要準備電焊機、焊把、焊條。由于焊接時產生高度的光,對眼睛有強刺激,所以要戴好防護罩,避免被強光打傷。用電焊焊接,不銹鋼板遇熱變形程度較大,因此要采取一些措施,如可先進行點焊或一邊焊一邊進行冷卻等。氬弧焊接相對電焊就要優越一些,它是一種氣保護電弧焊接法,用氬氣保護連接處受電弧熔化的金屬,避免空氣中的氧和氮的有害作用。氬弧焊按所用電極材料不同,又可分為有熔化極氬弧焊和非熔化極弧焊或鎢極氬弧焊,在不銹鋼雕塑焊接中,常用鎢極氬弧焊,可得到優良焊接質量。由于它不易導熱,所以不銹鋼變形較上。
4、 碳鋼板、不銹鋼拋光首先用砂輪片把制作作品的焊縫和多余的地方磨平,然后用軟輪(布輪)進行拋制,拋光時作品涂上拋光膏增加潤滑,使作品拋出來更光亮,從而給人一種良好的視覺美感。
5、 較大型的造型簡易的不銹鋼雕塑,也可不用焊接。可根據作品的形體比例直接做好鋼筋骨架,用電鉆在設計好的位置上打眼,把不銹鋼板用鉚釘固定在骨架上就可以了。這種方法要求骨架比例尺寸計算得非常準確,接縫要對的很準,否則就會產生差異,達不到預期的效果。