







|
成都戴爾圖形工作站經(jīng)銷商_成都DELL工作站代理商_Precision T3640/T3650/T5820/T7820/T7920塔式工作站,3561/5560/7560/7760移動(dòng)工作站報(bào)價(jià)_咨詢熱線:028-85024766、18215624006(微信同號(hào)),成都強(qiáng)川科技有限公司_成都市武侯區(qū)磨子橋新世紀(jì)東樓18樓A座 公司官網(wǎng):www.qiangchuan.com |
| 初級(jí)推薦 ★★★ |
戴爾(DELL)Precision T5820/P5820X圖形工作站主機(jī)臺(tái)式機(jī)深度學(xué)習(xí)渲染建模 W-2255 10核20線 3.7GHz 16G 256G固態(tài) 1T機(jī)械 P620 2G |
| 高性價(jià)比推薦 ★★★★ |
戴爾(DELL)T5820/P5820X塔式圖形工作站設(shè)計(jì)臺(tái)式電腦主機(jī) 至強(qiáng)W-2223丨4核3.6GHz 32G內(nèi)存 256G+2T P2200 5G顯存 |
| 工程師推薦 ★★★★★ |
戴爾(DELL)Precision T5820/P5820x塔式圖形工作站深度學(xué)習(xí)三維渲染設(shè)計(jì)主機(jī) 至強(qiáng)W-2245【8核 3.9GHz】 64G/512G固+4T/RTX3060-12G |

操作系統(tǒng)推薦 Windows 10專業(yè)版 - 可提供流暢、豐富的PC體驗(yàn)。
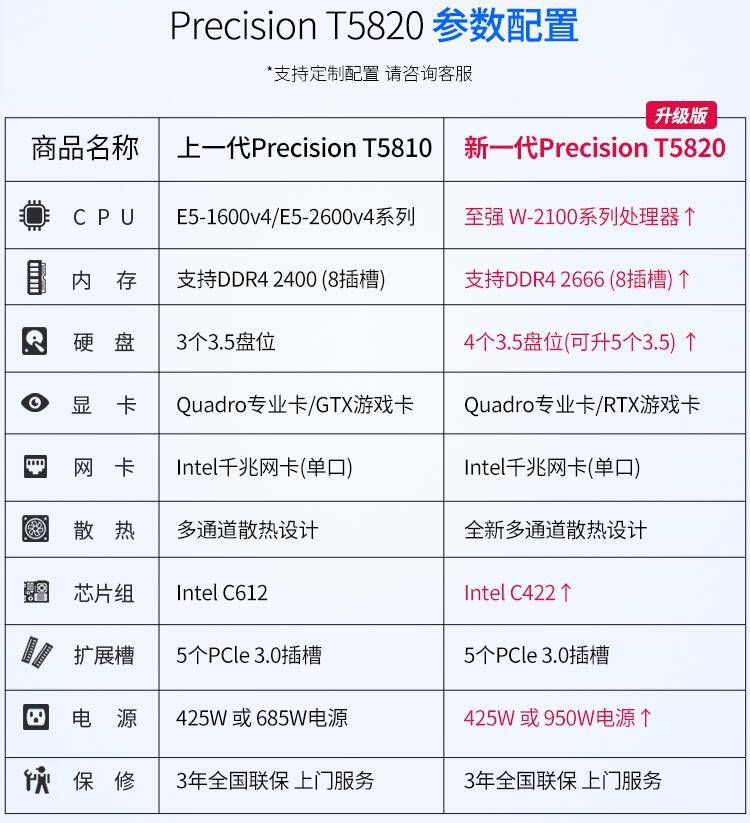
超快性能與您同步的思考力:英特爾®至強(qiáng)®處理器支持您處理苛刻的應(yīng)用程序。現(xiàn)已采用多達(dá)18個(gè)內(nèi)核的新一代單插槽架構(gòu),功能強(qiáng)大,可讓您揮灑無(wú)限創(chuàng)意。
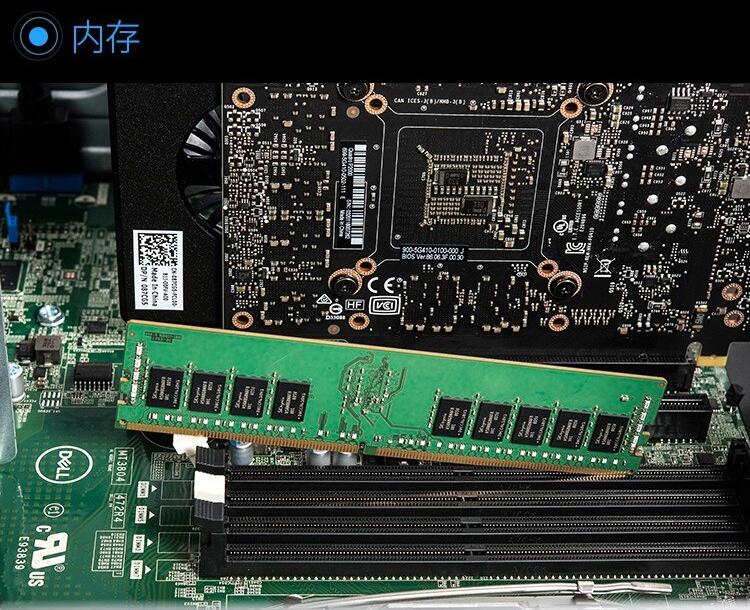
加速每一個(gè)項(xiàng)目:此內(nèi)存可擴(kuò)展設(shè)備配備高達(dá)256 GB 2666 MHz RDIMM內(nèi)存,讓您能夠快速運(yùn)行軟件,并獲得實(shí)時(shí)結(jié)果。
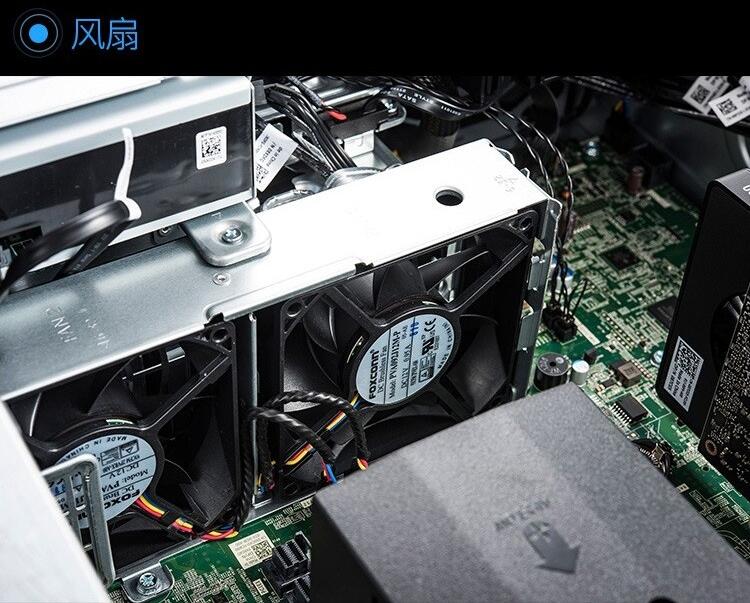
消除干擾:超靜音工作站,可讓您專注于任務(wù)本身。采用全新多通道散熱設(shè)計(jì),實(shí)現(xiàn)高級(jí)散熱和靜音功能,從而在系統(tǒng)運(yùn)行繁重工作負(fù)載時(shí)增強(qiáng)冷卻和安靜運(yùn)行特性。
專為未來需求而打造Precision 5820 Tower采用全新機(jī)箱,將廣泛的功能與 的存儲(chǔ)可擴(kuò)展性相結(jié)合,可與您的創(chuàng)意同步發(fā)展。
適應(yīng)您的創(chuàng)新:Precision 5820塔式機(jī)可隨時(shí)應(yīng)對(duì)復(fù)雜的項(xiàng)目,包括虛擬現(xiàn)實(shí)工作流、下一代AMD Radeon Pro™以及高性能NVIDIA Quadro®顯卡。此款工作站支持高達(dá)600 W的圖形處理能力以及每張卡高達(dá)300 W的未來顯卡選項(xiàng)(需要950 W PSU)。
優(yōu)化音頻和視頻:配有可處理專業(yè)應(yīng)用的可選DPAI音頻模塊,輕松滿足您的各種音頻和視頻需求。
輕松處理任何大型項(xiàng)目:多達(dá)六個(gè)2.5"或五個(gè)3.5"驅(qū)動(dòng)器和可從正面拆卸的存儲(chǔ)設(shè)備,包括SATA、SAS和PCIe M.2/U.2 NVMe SSD,可配置高達(dá)28 TB總存儲(chǔ)并且輕松更換。借助M.2和U.2 PCIe NVMe SSD的熱插拔功能,拆卸驅(qū)動(dòng)器時(shí)無(wú)需關(guān)閉工作站。借助適用于工作站的可選英特爾CAS-W高速緩存加速解決方案,提升存儲(chǔ)性能。
優(yōu)化的性能Precision工作站免費(fèi)附帶Dell Precision Optimizer,可避免自定義設(shè)置時(shí)的盲目猜測(cè),并可自動(dòng)調(diào)整工作站,以盡可能快的速度運(yùn)行熱門的獨(dú)立軟件供應(yīng)商(ISV)應(yīng)用程序。它在簡(jiǎn)潔優(yōu)雅的全新用戶界面中提供以下功能:通過Microsoft SCCM和KACE提供集中式管理、更加簡(jiǎn)化的系統(tǒng)管理(提高系統(tǒng)可靠性)、詳細(xì)的分析和智能通知(主動(dòng)解決資源瓶頸問題)、經(jīng)過認(rèn)證的顯卡驅(qū)動(dòng)程序下載和Radeon ProRender光線跟蹤插件(渲染效果令人驚嘆,呈現(xiàn)照片級(jí)圖像)。













【戴爾塔式服務(wù)器】:T40、T140、T340、T350、T440、T550、T640;
【新品機(jī)架式服務(wù)器】:R240/R250、R340/R350、R440/R450、R540、R550、R640/R650、R740/R750、R740XD/R750Xa、R750Xs、R740xd2、R840、R940、R940xa;
【戴爾磁盤陣列(存儲(chǔ)器)】:ME4012/ME4024/ME4084
【戴爾Precision塔式工作站】:T3240/T3440、T3630/T3640/T3650、T5820、T7820、T7920、R7920;
【新品塔式服務(wù)器】:T3450、T3650
【新品機(jī)架式服務(wù)器】:R3930、R7920;
【戴爾移動(dòng)工作站】:3530/3540/3541/3550/3551、5530/5540/5550、7530/7540/7550、7730/7740/7750;
【新品移動(dòng)工作站】:3560、5560、7560、7760;