



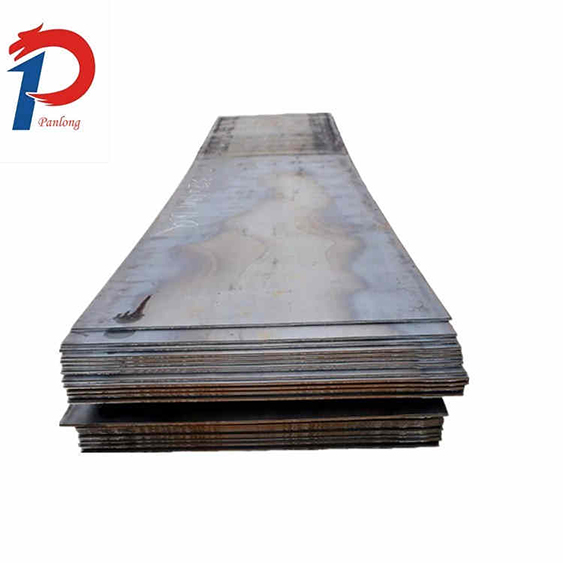
熱軋:
用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除磷后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻(計算機控制冷卻速率)和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
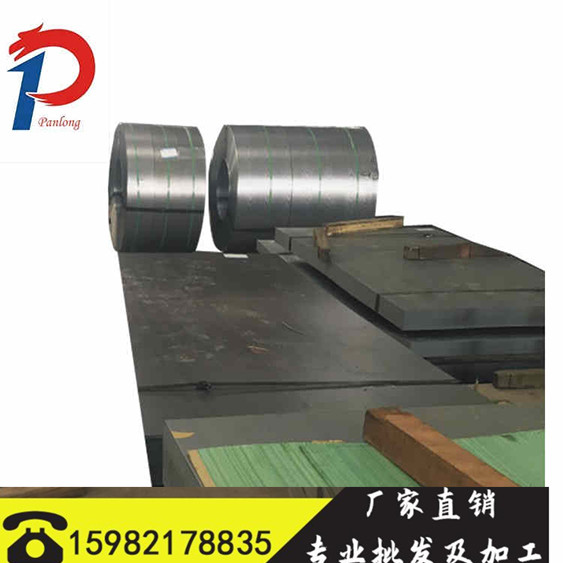
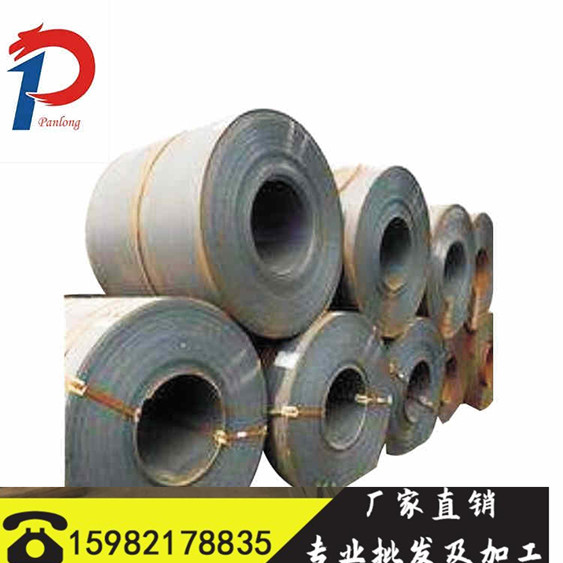
帶鋼
帶鋼是各類軋鋼企業為了適應不同工業部門工業化生產各類金屬或機械產品的需要而生產的一種窄而長的鋼板。帶鋼又稱鋼帶,是寬度在1300mm以內,長度根據每卷的大小略有不同。
厚度較薄、寬度較窄、長度很長的鋼板。其寬度一般在20mm—200 mm。成卷供應,其規格以厚度×寬度表示。按鋼的品質分為優質的和普通的 帶鋼;按軋制方法分為熱軋和冷軋兩種,分別稱作熱軋帶鋼和冷軋帶鋼。熱軋 普通帶鋼厚2 mm—6 mm,冷軋帶鋼一般為0.05 mm—3.60 mm。帶鋼可用普 碳鋼、碳結鋼、工具鋼、不銹鋼等鋼種制造。廣泛用于制造焊管、卡箍、 墊圈、鋸條、等。
帶鋼一般成卷供應,具有尺寸精度高、表面質量好、便于加工、節省材料等優點。
工藝流程
冷軋帶鋼生產工藝流程一般為:酸洗→軋制→工藝潤滑→退火→平整→剪切→包裝。
冷軋帶鋼工藝:酸洗——軋制——退火——軋制尺寸同步潤滑——上防銹油——平整定尺——拋光——包裝
熱軋帶鋼工藝:加熱爐——除磷機——粗軋機——除磷機——精軋機——表面質檢儀——層冷——卷取機——打捆機——噴號機——卷庫板坯
熱軋帶鋼生產流程:首先在加熱爐內將溫度提升至所需軋制溫度,然后經輥道進入粗軋除磷機對板坯所產生的氧化鐵皮進行處理,接著進入粗軋軋制機組對帶鋼的寬度和厚度進行軋制,再由輥道輸送至精軋除磷機對帶鋼表面所產生的氧化鐵皮進行處理后,進入精軋軋制機組對帶鋼的厚度和寬度進行更為精密的軋制,帶鋼由輥道經層冷對表面溫度進行卷取前的嚴格控制后,進入卷取機成為鋼卷打捆、噴號送入卷庫存放包裝。








