


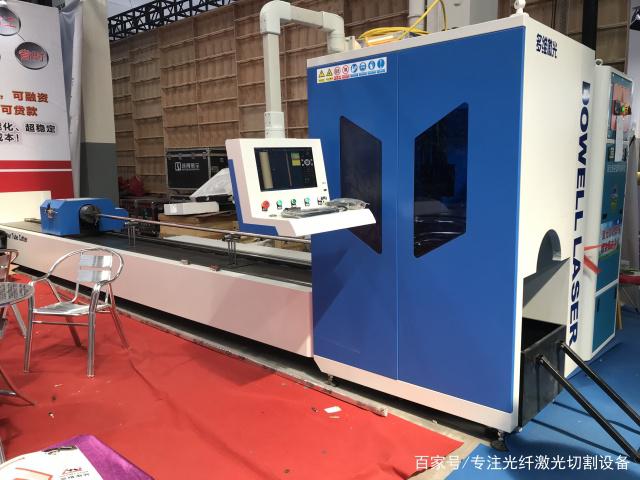
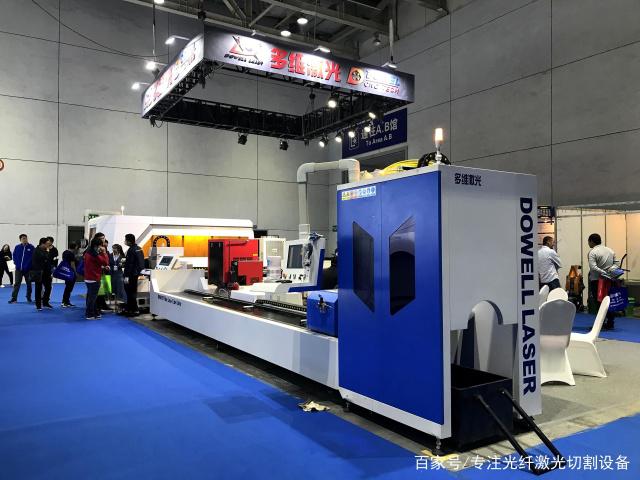
前面的文章講了很多關(guān)于金屬激光切割機(jī)切割板材的文章,現(xiàn)在就帶大家了解一下管材激光切割機(jī)切割圓鋼管管吧。
氣割圓鋼時(shí),先從一側(cè)進(jìn)行預(yù)熱,此時(shí)預(yù)熱火焰應(yīng)垂直于圓鋼的表面,開始切割時(shí),慢慢打開氣割氧氣閥門的同時(shí),將割嘴轉(zhuǎn)為與地面垂直的方向,然后加大切割氧流,使圓鋼割透。割嘴在向前移動(dòng)的同時(shí),還要稍作橫向擺動(dòng),以加寬切口,利于排渣。直徑較小的圓鋼,zui好一次氣割完成。若圓鋼直徑較大,一次切不透時(shí),可采用分瓣氣割法。
為了提高圓鋼的切割效率,可將數(shù)根圓鋼平行緊靠排列進(jìn)行連續(xù)氣割。氣割時(shí),先將第一根圓鋼預(yù)熱到燃燒溫度,利用適當(dāng)后傾的割炬以一定的速度進(jìn)行切割。當(dāng)割炬行至3-4和6-7位置時(shí),切口中的熔渣將加熱下一根圓鋼表面并使之達(dá)到燃點(diǎn),在切割氧流的作用下該圓鋼開始?xì)飧钸^程,于是使數(shù)根圓鋼得以連續(xù)對(duì)的切割。連續(xù)切割的根數(shù)取決于圓鋼的直徑和切割機(jī)上割炬的有效行程。
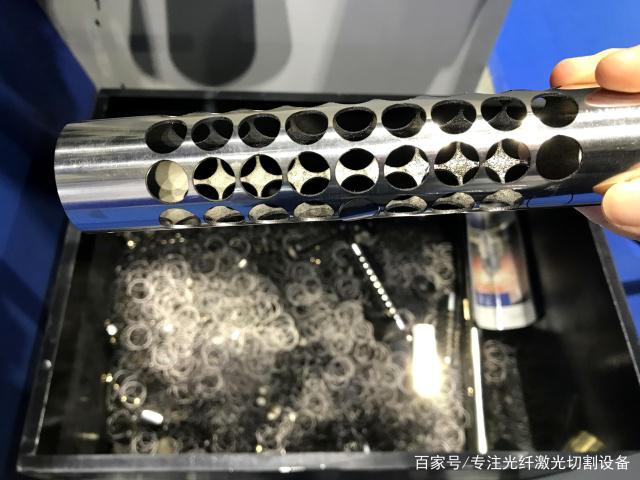
 激光切管機(jī)切割的管材
激光切管機(jī)切割的管材在圓鋼連續(xù)氣割過程中,實(shí)際切割厚度是不斷變化的,因而切割速度也要隨之變化,才能獲得良好的切割質(zhì)量。實(shí)踐中,通常取一個(gè)相對(duì)合適的平均速度作為切割速度。此外,割炬高度從1-3位置需要加以調(diào)節(jié),以后只要保持在3的高度即可,割炬后傾角,取決于圓鋼直徑和平均切割速度,由實(shí)驗(yàn)確定。

由于連續(xù)氣割時(shí),只需預(yù)熱第1根圓鋼,其后的圓鋼利用熔渣預(yù)熱,預(yù)熱時(shí)間在整個(gè)切割中占的比例很小,而單根圓鋼切割時(shí),預(yù)熱時(shí)間占整個(gè)切割時(shí)間的40%-50%。因而,圓鋼連續(xù)氣割時(shí),切割效率可以大幅度提高,大約為單根圓鋼切割效率的1.5倍。
(轉(zhuǎn)載專注光纖激光切割設(shè)備)

